 رقم الهاتف: +86 21 57674551
رقم الهاتف: +86 21 57674551 E-mail: sales@chenpinsh.com
E-mail: sales@chenpinsh.com![Y5[98K8IZ$]AE`8_~L02Q{5](https://www.chenpinmachine.com/uploads/Y598K8IZAE8_L02Q5.png)


ماكينة خط إنتاج لاشا باراثا CPE-3368

ماكينة إنتاج لاشا باراثا CPE-3368
| مقاس | (الطول) 28295 * (العرض) 1490 * (الارتفاع) 2400 مم |
| كهرباء | 380 فولت، 3 فاز، 50/60 هرتز، 20 كيلو واط |
| طلب | لاشا باراثا، روتي باراثا |
| سعة | 7500-10000 (قطعة/ساعة) |
| رقم الموديل | CPE-3368 |
آلة ضغط وتغليف الباراثا CPE-788B
| مقاس | (الطول) 3950 × (الطول) 920 × (الارتفاع) 1350 مم |
| كهرباء | 220 فولت، أحادي الطور، 50/60 هرتز، 1 كيلو واط |
| طلب | تغطية عجينة الباراثا بغشاء بلاستيكي (تغليف) وضغطها |
| سعة | 2600-3000 (قطعة/ساعة) |
| وزن المنتج | 50-200 (غ/قطعة) |

لاشا باراثا

باراثا البصل الأخضر

خبز تونغوان المسطح

معجنات
1. جهاز نقل العجين
بعد عجن العجين، يُترك ليرتاح لمدة ٢٠-٣٠ دقيقة ثم يوضع على جهاز نقل العجين. ومن ثم يُنقل العجين إلى خط الإنتاج التالي.

2. آلة لف الورق المتواصل
■ يتم الآن معالجة كرة العجين وتحويلها إلى أسطوانة صفائح متواصلة. تعمل هذه الأسطوانات على تعزيز الغلوتين لخلطه ونشره بشكل أفضل.
■ يتم التحكم في سرعة آلة التقطيع من لوحة التحكم. يحتوي خط الإنتاج بأكمله على خزانة إلكترونية واحدة، وجميع أجزاء الخط متصلة ببعضها البعض من خلال وحدة تحكم منطقية قابلة للبرمجة (PLC)، ولكل جزء لوحة تحكم مستقلة خاصة به.
■ آلات فرد العجين المسبق: تُنتج رقائق عجين ناعمة وخالية من الإجهاد من أي نوع مع تحكم ممتاز في الوزن وبأعلى جودة. تبقى بنية العجين سليمة بفضل سهولة التعامل معها.
تُفضّل تقنية فرد العجين على النظام التقليدي لما توفره من مزايا هامة. فهي تُمكّن من معالجة أنواع مختلفة من العجين، من العجين الأخضر إلى العجين المخمر مسبقًا، وبكفاءة عالية.

3. جهاز تمديد عجينة الفطائر
هنا يتم فرد العجين بشكل واسع إلى طبقة رقيقة، ثم يتم نقله إلى خط الإنتاج التالي.

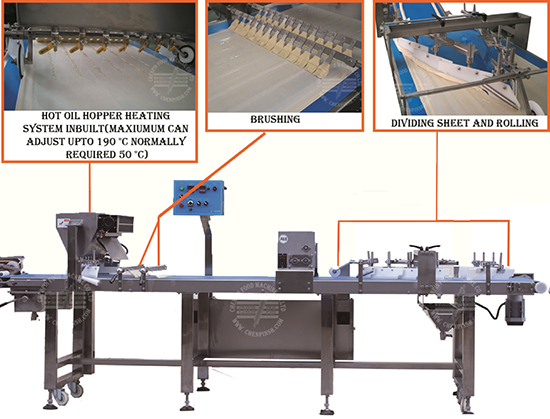
4. تزييت جهاز لف الصفائح
■ يتم تزييت ولف الصفائح في هذا الخط، وإذا رغبنا في نشر البصل، فيمكن إضافة هذه الميزة أيضًا في هذا الخط.
■ يتم تغذية الزيت من القادوس، ويمكن ضبط درجة حرارته. ويتم التزييت الدافئ من الأعلى والأسفل.
■ يتم إخراج قادوس التنظيف حيث تتوفر مضخة إخراج الزيت في أسفل الناقل
■ بعد وضع الزيت، يتم فركه تلقائيًا على كامل الورقة أثناء تحركها للأمام.
■ يوفر جهاز المعايرة على كلا الجانبين محاذاة دقيقة للورقة ويتم تخزين الفاقد تلقائيًا من خلال الناقل إلى القادوس.
■ بعد تزييت الورقة، يتم تقسيمها بدقة إلى نصفين ثم لفها لعمل طبقات.
■ يتوفر قادوس رش البصل المصنوع من السيليكون أو الدقيق كخيار إضافي.
5. جهاز نقل العجين المريح
■ هنا يتم نقل كرة العجين المريحة إلى مستويات متعددة من السيور الناقلة.
■ الزيت الدافئ يبرد هنا ليجف

6. ناقل القطع العمودي
يتم الآن تقطيع العجين عمودياً هنا ونقله إلى الجزء التالي من خط الإنتاج الذي يقوم بالفرد.

.png) الآن أصبحت خطوط العجين جاهزة للفرد هنا، وبعد فرد العجين يمكن الآن وضعه في جهاز CPE-788B للتصوير والضغط.
الآن أصبحت خطوط العجين جاهزة للفرد هنا، وبعد فرد العجين يمكن الآن وضعه في جهاز CPE-788B للتصوير والضغط.


