 फोन: +८६ २१ ५७६७४५५१
फोन: +८६ २१ ५७६७४५५१ E-mail: sales@chenpinsh.com
E-mail: sales@chenpinsh.com![Y5[98K8IZ$]AE`8_~L02Q{5](https://www.chenpinmachine.com/uploads/Y598K8IZAE8_L02Q5.png)


लाचा पराठा उत्पादन लाइन मशीन CPE-3268

CPE-3268 ऑटोमॅटिक लाचा पराठा उत्पादन लाइन
| आकार | (L)२७,४८० * (W)१,४२० * (H)२,४०० मिमी |
| वीज | ३८० व्ही, ३ पीएच, ५०/६० हर्ट्ज, १९ किलोवॅट |
| अर्ज | लाचा पराठा, स्कॅलियन पराठा, पातळ कणकेचे पदार्थ |
| क्षमता | ५,०००-७,००० पीसी/तास |
| उत्पादन वजन | ५०-२०० ग्रॅम/पीसी |
| मॉडेल क्र. | सीपीई-३२६८ |

CPE-788B पराठा कणकेचे बॉल प्रेसिंग आणि फिल्मिंग मशीन
| आकार | (L)३,९५० * (W)९२० * (H)१,३५० मिमी |
| वीज | २२० व्ही, १ पीएच, ५०/६० हर्ट्ज, १ किलोवॅट |
| अर्ज | पराठा चित्रीकरणाचे आवरण (पॅकिंग) आणि दाबणे |
| क्षमता | २,६००-३,००० पीसी/तास |
| उत्पादनाचे वजन | ५०-२०० ग्रॅम/पीसी |


लाचा पराठा

स्कॅलियन पराठा

मांस पाई

टोंगुआन फ्लॅटब्रेड
१. पीठ वाहून नेण्याचे उपकरण
पीठ मिसळल्यानंतर ते २०-३० मिनिटे आरामात ठेवले जाते आणि नंतर पीठ वाहून नेण्याच्या उपकरणावर ठेवले जाते. येथे पीठ पुढील उत्पादन रेषेत नेले जाते.

२. सतत शीट रोलर
■ कणकेचा गोळा आता सतत शीट रोलरमध्ये प्रक्रिया केला जातो. हे रोलर ग्लूटेन मिसळण्यासाठी आणि अधिक पसरण्यासाठी वाढवतात.
■ शीटरची गती कंट्रोलर पॅनल द्वारे नियंत्रित केली जाते. संपूर्ण लाईनमध्ये एक इलेक्ट्रॉनिक कॅबिनेट असते. सर्व लाईन प्रोग्राम केलेल्या पीएलसी द्वारे एकमेकांशी जोडलेले असतात आणि प्रत्येकाचे स्वतःचे स्वतंत्र कंट्रोल पॅनल असते.
■ कणकेची प्रीशीटर्स: उच्च दर्जाचे उत्कृष्ट वजन नियंत्रणासह कोणत्याही प्रकारच्या तणावमुक्त कणकेची पत्रे तयार करा. कणकेची रचना अनुकूल हाताळणीमुळे अबाधित आहे.
■ पारंपारिक पद्धतीपेक्षा शीटिंग तंत्रज्ञानाला प्राधान्य दिले जाते कारण शीटिंगमुळे महत्त्वाचे फायदे मिळतात. शीटिंगमुळे 'हिरव्या' ते पूर्व-आंबवलेल्या पीठापर्यंत, उच्च क्षमतेवर विविध प्रकारच्या पीठ हाताळणे शक्य होते.

३. कणकेची चादर वाढवण्याचे उपकरण
येथे कणिक पातळ पत्र्यात विस्तृतपणे पसरवले जाते. आणि नंतर पुढील उत्पादन रेषेत आणले जाते.

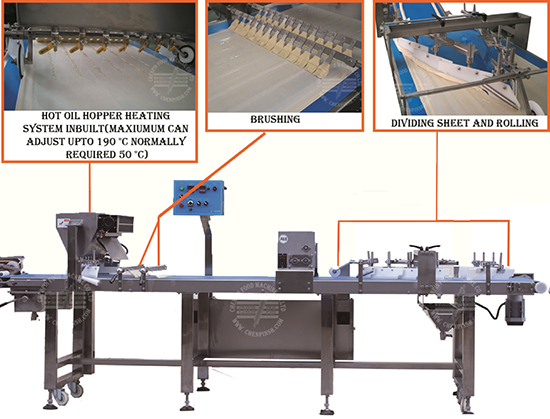
४. शीट उपकरणाचे तेल लावणे, गुंडाळणे
■ या ओळीत तेल लावणे, पत्र्याचे रोलिंग करणे हे काम केले आहे आणि जर कांद्याचे स्प्रेडिंग करायचे असेल तर हे वैशिष्ट्य देखील या ओळीत जोडता येते.
■ तेल हॉपरवर फीड केले जाते आणि तेलाचे तापमान समायोजित करता येते. वर आणि खालून गरम तेल लावले जाते.
■ कन्व्हेयरच्या तळाशी ऑइल एक्झिट पंप उपलब्ध असल्याने क्लिनिंग हॉपर एक्झिट आहे.
■ तेल सोडल्यानंतर ते पुढे सरकताना आपोआप संपूर्ण शीटमध्ये ब्रश केले जाते.
■ दोन्ही बाजूंचे कॅलिब्रेटर शीटला बारीक संरेखन देतात आणि कचरा कन्व्हेयर ते हॉपरद्वारे आपोआप साठवला जातो.
■ तेल लावल्यानंतर शीटचे दोन भाग केले जातात आणि थर तयार करण्यासाठी ते गुंडाळले जाते.
■ पर्यायी म्हणून सिलिकॉन कांदा किंवा पीठ स्प्रिंकल हॉपर उपलब्ध आहे.
५. कणकेला आराम देणारे वाहून नेणारे उपकरण
■ येथे कणकेचा गोळा अनेक पातळ्यांवर आरामशीरपणे वाहून नेला जातो.
■ येथे गरम तेल थंड करून ते कोरडे केले जाते.

६. उभ्या कटर कन्व्हेयर
आता येथे कणिक उभ्या कापून घ्या आणि गुंडाळलेल्या रेषेच्या पुढील भागात स्थानांतरित करा.


आता येथे कणकेच्या ओळी गुंडाळण्यासाठी तयार आहेत. कणकेचे लाटणे झाल्यानंतर ते आता चित्रीकरण आणि दाबण्यासाठी CPE-788B मध्ये जाऊ शकते.


